Modo Teknoloji Merkezi, Nisan 2022'de kurulmuş olup şu anda 80'den fazla profesyonelden oluşmaktadır. Proje Departmanı ve Mühendislik Teknolojisi Departmanından oluşan iki ana bölüme ayrılmıştır:
Proje Departmanı, Proje İnceleme Bölümü, Yeni Proje Geliştirme Bölümü, Seri Üretim Proje Bölümü ve Tedarikçi Geliştirme Bölümü'nü içermektedir. Mühendislik Teknolojisi Departmanı ise Modelleme ve Analiz Bölümü, Takım ve Kalıp Teknolojisi Bölümü, Takım ve Fikstür Bölümü, Üretim Hattı Planlama Bölümü, Üretim Mühendisliği Bölümü, Proses Uygulama ve Standart Maliyet Bölümü ve Test ve Laboratuvar Bölümü'nü kapsamaktadır.
Teknoloji Merkezi, ürün tasarımı, simülasyon ve prototip geliştirme; takım tasarımı, simülasyon ve üretim; üretim hattı tasarımı, simülasyon ve uygulama; yeni proje geliştirme; seri üretim proje yönetimi; proje izleme; maliyet yönetimi ve kaynak geliştirme dahil olmak üzere birçok temel işlevi entegre etmektedir. Kapsamlı bir inovasyon merkezi olarak hareket etmekte ve sürekli gelişim ve ilerleme için temel bir motor görevi görmektedir.




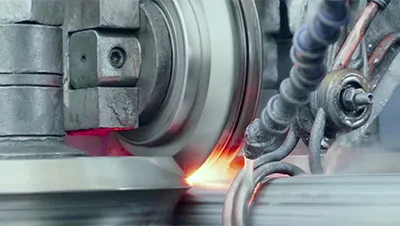
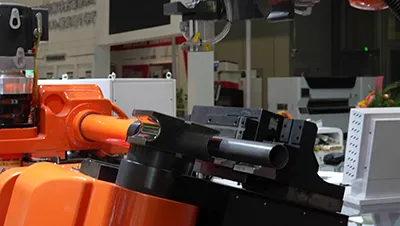
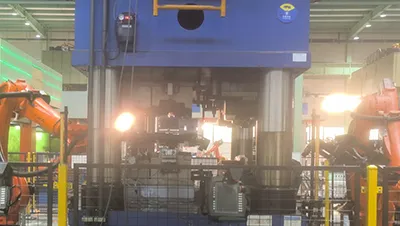
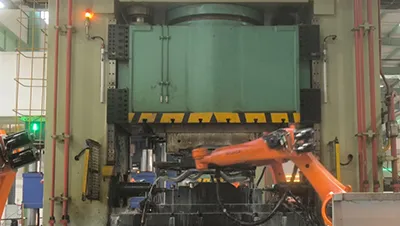
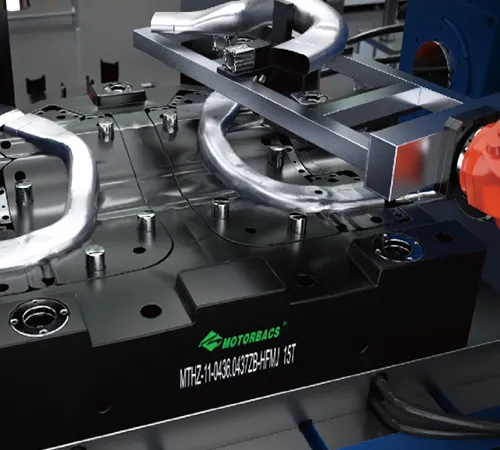
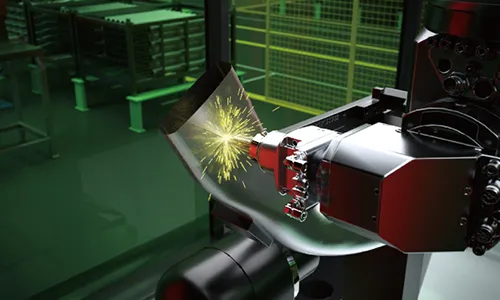
Deneyimli profesyonel takım ve kontrol fikstürü tasarım mühendislerinden oluşan bir ekibe sahibiz. Bugüne kadar, şasi torsiyon kirişi ve arka kol projeleri için iki yüzden fazla kalıp ve kontrol fikstürü seti tasarlanmıştır. Ekip, CAE analizi, 3D modelleme yazılımı ve gelişmiş yüzey tasarım teknolojilerinde uzmandır. Mevcut şirket içi takım imalat yeteneğimiz üç portal işleme merkezi, iki yüksek hızlı frezeleme işleme merkezi, yirmi dört dikey işleme merkezi, dört CNC torna tezgahı ve üç tel kesme makinesini içermektedir. Bu kaynaklarla, ısıl işlem ve beş eksenli işleme hariç, tüm takım ve fikstür işleme ve imalat işleri şirket içinde tamamlanabilir.